Линия порошковой окраски SPK-21.7.4

Линия порошковой окраски SPK предназначается для подготовки изделий к порошковой окраске, а также непосредственно нанесению порошковой краской на поверхность изделий из нержавеющей стали, алюминия и холоднокатаной стали.
Изделия, поступающие на окрасочную линию, предварительно проходят струйную химическую обработку поверхности для удаления загрязнений в виде масла, оксидной пленки и различного рода иных загрязнений.
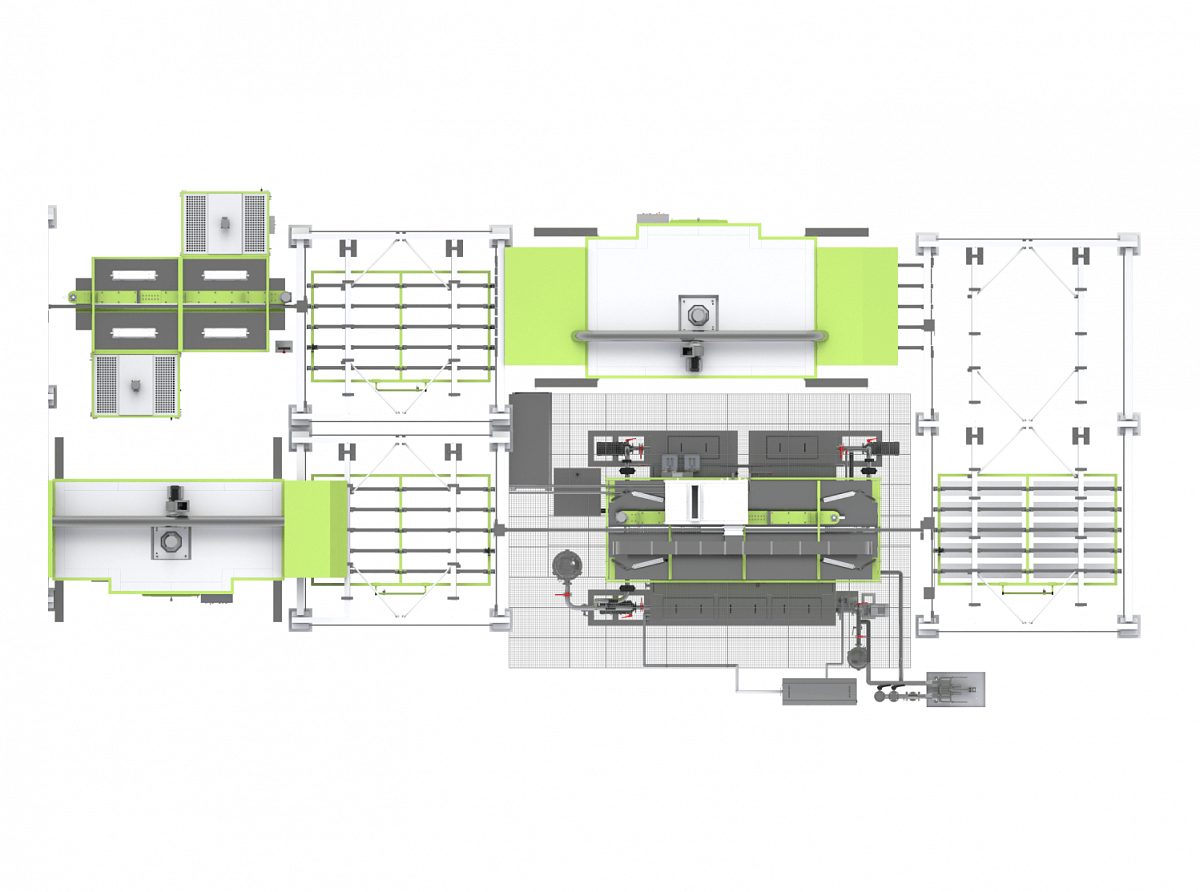

Состав линии

Модуль химической подготовки поверхности проходного типа SPK-WB-6.2.4
Модуль химической подготовки поверхности предназначен для обезжиривания, фосфатирования поверхности изделий перед окраской. В процессе обработки растворы и промывочные воды рециркулируются. Подогрев обезжиривающе-фостфатирующего раствора осуществляется до температуры 40-65 0C.
Для поддержания рабочего состояния ванны используется система автоматического контроля и дозации химии, а также система очистки ванн от масла и шлама. Во избежание попадания паров раствора в цеховое пространство модуль оснащен вытяжной вентиляцией с каплеуловителями.
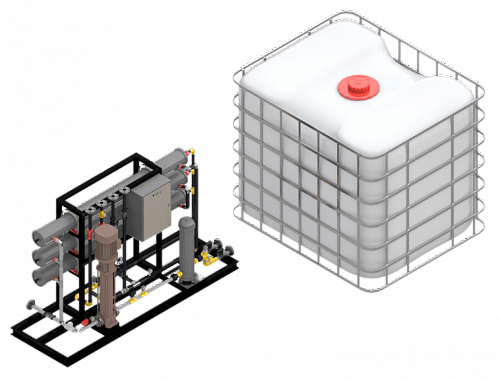
Установка деминерализации
Установка обратного осмоса способна удалять из воды частицы с размерами 0,001–0,0001 мкм. В этот диапазон попадают: соли жесткости, сульфаты, нитраты, ионы натрия, бактерии, вирусы, красители.
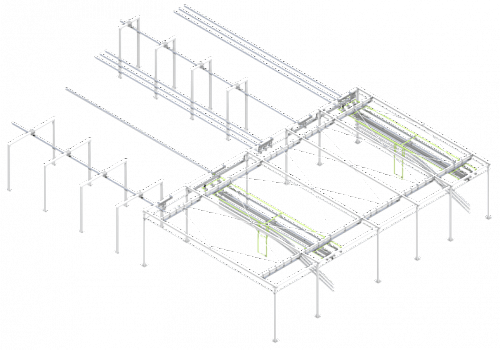
Транспортная система SPK-CS-120
Транспортная система предназначена для перемещения изделий между разными этапами технологического процесса без потери заземления изделия. Продольно завеске изделия перемещаются вручную на траверсах. Для поперечного перемещения, накопления и остывания изделий используются специальные каретки. В зонах, где необходимо автоматическое или полуавтоматическое движение траверс используются устройства качения и протяжки. Для предотвращения вылета траверс из транспортной системы предусмотрены ограничители движения. При поперечном движении каретки позиционируются пневматическим фиксатором.
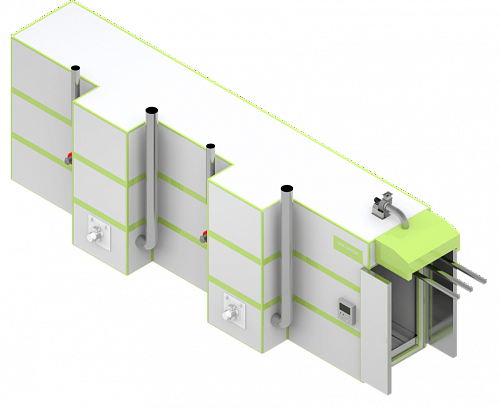
Печь полимеризации SPK-HTCB-4.2.4
Печь полимеризации предназначена для формирования покрытия на поверхности изделий с порошковой краской. Температура полимеризации в печи регулируется в пределах 140-220 °C, в зависимости от требуемых режимов. Время цикла полимеризации после выхода на режим устанавливается оператором вручную.
Качество полимеризации обеспечивается равномерностью распределения температур за счет фальшь-потолка и фальшь-пола, а также плавным регулированием ТЭН и частотным управлением вентиляторов. Для удаления продуктов полимеризации предусмотрены воздушные зонты.
Качество полимеризации обеспечивается равномерностью распределения температур за счет фальшь-потолка и фальшь-пола, а также плавным регулированием ТЭН и частотным управлением вентиляторов. Для удаления продуктов полимеризации предусмотрены воздушные зонты.

Печь сушки SPK-TCB-4.2.4
Печь сушки предназначена для удаления влаги с поверхности изделий перед нанесением порошковой краски. Температура сушки в печи регулируется в пределах 110-160 °C, в зависимости от требуемых режимов. Время цикла сушки после выхода на режим устанавливается оператором вручную. Качество сушки обеспечивается равномерностью распределения температур за счет фальшпотолка и фальшпола, а также плавным регулированием ТЭН и частотным управлением вентиляторов. Для удаления паров предусмотрены воздушные зонты.
| Окрашиваемые изделия | Электрошкафы | ||
|
|
Холоднокатаная сталь | ||
|
|
Оцинкованная сталь | ||
|
|
Нержавеющая сталь | ||
|
|
Горячекатаная сталь | ||
|
|
Алюминий | ||
| Завеска | Траверса | ||
|
|
Длина | 3000 | мм |
|
|
Ширина | 900 | мм |
|
|
Высота | 1500 | мм |
|
|
Максимальная нагрузка | 120 | кг |
| Габариты участка | Длина | 22300 | мм |
|
|
Ширина | 9000 | мм |
|
|
Высота | 4300 | мм |
| Производительность | Траверс за цикл | 1-5 | шт |
|
|
Цикл | 25-45 | мин |
| Энергоресурсы | ||
| Электричество | 400В-50Hz-3 фазы | 215 кВт |
| Подача горячей воды | 1-1.5 bar | 200 кВт |
| Газ | - | - |
| Дизель | - | - |
| Техническая вода | 1-1.5 bar | 3,5 м3/ч |
| Деминерализованная вода | Подача от установки | 0,5 м3/ч |
| Сжатый воздух | 1-1.5 bar | Без масла и воды |
| Стоки | 10-100 литров/ч |
|
| Производительность | ||
| Завеска изделий на траверсу | 3-10 мин | Комнатная температура |
| Подготовка поверхности: | 8-10 мин | Комнатная температура |
| обезжиривание/фосфатирование 1 мин стекания | 2-3 мин | 45-60 °C |
| промывка тех водой 1 мин стекания | 1 мин | Комнатная температура |
| промывка деми водой 1 мин стекания | 1 мин | Комнатная температура |
| Сушка | 15-30 мин | 110-140 °C |
| Остывание | 2-3 мин | Комнатная температура |
| Нанесение порошковой краски | 10-40 мин | Комнатная температура |
| Полимеризация | 25-50 мин | 160-220 °C |
| Остывание | 10-30 мин | Комнатная температура |
| Снятие изделий с траверсы | 3-10 мин | Комнатная температура |